

FARPLAS
Specialised in Plastic injection
Farplas, flagship of “Fark Holding” established in 1968 as an automotive supplier, designs, develops and manufactures vehicle plastic systems, such as interior/exterior parts, instrument panels and electronic based ceiling and lighting systems. Farplas has consolidated as a full system automotive Tier 1 company.
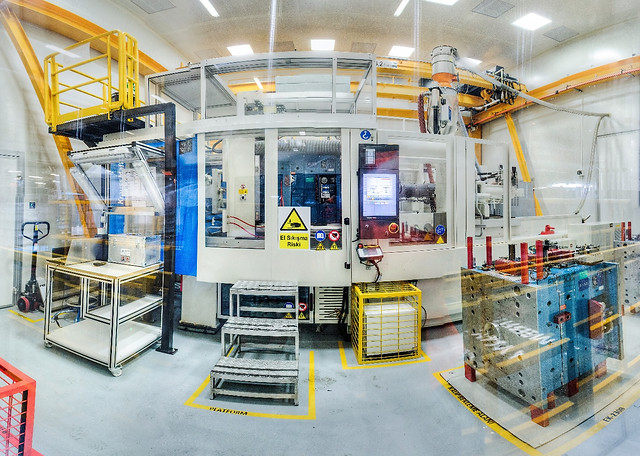
The technique used to produce these high-quality solid parts is injection moulding. Injection moulding is an established production process in which a molten plastic material is injected into a mould cavity. The melted plastic then cools and hardens, and the finished part is removed. Though the mould design process is critical and challenging, injection moulding itself is a reliable method for producing solid plastic parts with a high-quality finish.
This technique is one of the most used production processes for components in the automotive industry. It offers important advantages of repeatability, scalability, and cost. It is ideal for producing plastic parts with relatively simple geometries and results in parts with high surface finish quality.
At the same time, consistency, safety, and quality of manufactured pieces is of the utmost importance in the automotive sector. Farplas aims to increase manufacturing process productivity through rapid error identification.


Problem description
The inspection and quality assurance in the production of plastic injected parts for the automotive industry relies on the following techniques:
-
Visual inspection of the injection process in the manufacturing plant by the operator or technician close to the machine.
-
Technical measurement of some reference samples taken from the lot and performed by qualified technicians.
Up to now, neither of those approaches achieve the ideal of 100% control and inspection. It depends, in most cases, on the specialisation and qualification of the assigned technician. This introduces “human variables” in this validation process that has a strong influence on the final validation results.
The 0% defects are a basic requirement for the original equipment manufacturer (OEM) to introduce these plastic parts in the final assembling of the car structure in their facilities. If there is any defective part detected by the OEM, all the production sent by the Tier 1 provider is rejected until the problem is solved. This causes delays on the whole process assembly and influences other parallel process of the car assembly.
i4Q Solution
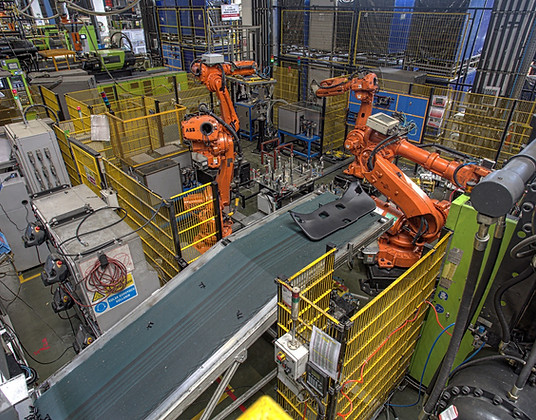
The use case will be developed in one of the plastic injection machines that Farplas has in its factory in Kocaeli, Turkey. Each machine produces approximately 10 different pieces.
Currently, detection of defective pieces is performed by visual control equipment. The objective of the pilot is to incorporate automatic industrial inspection and AI-based detection algorithms, reduce workforce in the process, and move the visual defect control to the conveyor belt.
This use case complements the plastic injection manufacturing process with an automatic advanced inspection phase based on artificial intelligence. The i4Q Solutions developed in the project will collect data from all phases, perform the corresponding data analytics, and actuate over the different devices to optimize several processes.
For instance, an artificial vision-based inspection system will be implemented. The application of this advanced industrial inspection system overcomes the problems encountered with discretional inspection and human factor in the visual inspection. It will automatically discard all defective pieces and achieve a real zero-defect scenario.
On the other hand, information related to the injection process will be collected by the i4Q middleware, analysed and correlated with that coming from the inspection system. This will be used to find hidden patterns that allow to “learn and improve” the injection process, thus increasing the efficiency of the process and reducing the number of final defective pieces.
Expected results
-
Increased equipment productivity through rapid error localisation.
-
10% increase
-
-
Reduction of ramp-up time using smart sensors/actuators and existing production data sets.
-
15% reduction
-
-
AI-driven instrumentation stimulating the transformation towards smart and fast processes leading to decreased time-to-market.
-
10% reduction
-
-
Significant increase in quality of manufactured products leading to a reduction of scrap.
-
50% reduction
-
-
Reduction of the production cycle time.
-
15% reduction
-
-
Reduction of the equipment lay-out occupation due to using universal equipment.
-
3% reduction
-